MIE Sensitivity Scale

What Is Minimum Ignition Energy (MIE)?
MIE is a fundamental ignition sensitivity parameter for any dust or powder that can form a flammable cloud. It tells you how little spark energy is needed to trigger an explosion — measured in millijoules (mJ).
A low MIE indicates a highly sensitive dust — even a weak electrostatic discharge from a person, a bag, or process equipment could be sufficient for ignition. A higher MIE means greater energy is required and conventional electrostatic controls are generally effective.

MIE Sensitivity Scale
| MIE Range | Sensitivity | Practical Meaning |
|---|---|---|
| < 1 mJ | EXTREME | Human body discharge, FIBC brush discharge, or minor sparks can ignite. Strictest controls essential. |
| 1 – 10 mJ | VERY HIGH | High-risk electrostatic conditions. Anti-static PPE, earthing & bonding, Type C/D FIBC bags required. |
| 10 – 100 mJ | MODERATE | Standard anti-static measures typically sufficient. Earthing and bonding mandatory. |
| > 100 mJ | LOWER | General electrostatic precautions usually adequate. Verify through full hazard assessment. |
Prevent Static Sparks with Minimum ignition energy (MIE) testing
Dust clouds in industrial plants can be more dangerous than it looks. Some dust can catch fire or explode even from a small spark. To prevent this, you need to know the sensitivity of your materials, which is why Minimum ignition energy (MIE) testing is so vital. This test determines the smallest amount of electrical energy required to ignite a dust cloud. If your MIE value is low, even simple static electricity is a major threat. Along with this, we often perform Dust explosibility screening to see if your material is even capable of a blast in the first place.
As one of the most reliable Minimum ignition energy (MIE) testing manufacturers in India when it comes to safety protocols, Flammer Technologies provides you with the exact data needed to ground your equipment properly and keep your workers safe from invisible ignition risks.
Why Our Minimum ignition energy (MIE) testing is Essential for Safety
Knowing the risks of your dust is the first step to preventing accidents. Our Minimum Ignition Energy (MIE) Testing services also include dust explosibility screening, which highlights the dusts that could pose the most danger. This makes it easier for companies to decide on safety measures. Choosing the right partner for your lab analysis is a big deal because the wrong data can lead to a disaster. Our Minimum ignition energy (MIE) testing services go beyond just giving you a number; we help you understand what that number means for your daily operations.
To give you a complete safety profile, we also look at Minimum ignition temperature (MIT) testing to see at what heat level your dust cloud might ignite on its own. We even offer Minimum explosible concentration (MEC) testing to find the exact spot where your dust becomes dangerous. We have become one of the top Minimum ignition energy (MIE) testing suppliers in India because we bridge the gap between complex science and practical plant safety.
How the MIE Test Is Performed
Step-by-Step Test Procedure
A representative sample of your process dust is prepared. Particle size, moisture content, and sample condition are recorded — all of which significantly influence MIE results. The sample must be tested as received from your process.
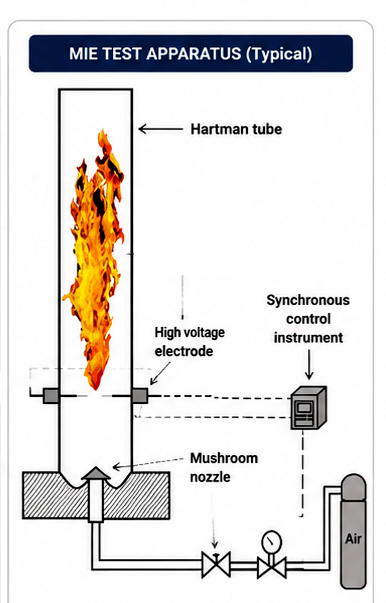
The dust is placed in a sample cup at the base of the 1.2-litre glass tube. A pulse of dry compressed air disperses it upward, creating a momentary dust cloud across the electrode gap at a range of concentrations.
An electrical spark of precisely defined energy is discharged between two electrodes positioned within the dust cloud. Tests are performed at multiple concentration levels and at decreasing spark energy levels.
Tests are run both with inductance (inductive circuit, simulating mechanical and electrical sparks) and without inductance (capacitive circuit, simulating electrostatic discharges). Both conditions must be assessed for a complete hazard picture.
The result is reported as a range: the highest energy at which no ignition occurred, and the lowest at which ignition was consistently observed. This bracket defines the MIE of the material under test.
Test Apparatus
Test Apparatus
| Apparatus | Description & Application |
|---|---|
| Modified Hartmann Tube | The standard 1.2-litre vertical glass tube. Dust dispersed by compressed air jet. The classic apparatus for MIE testing, recognised in EN, IEC and ASTM standards. Provides repeatable, comparable results. |
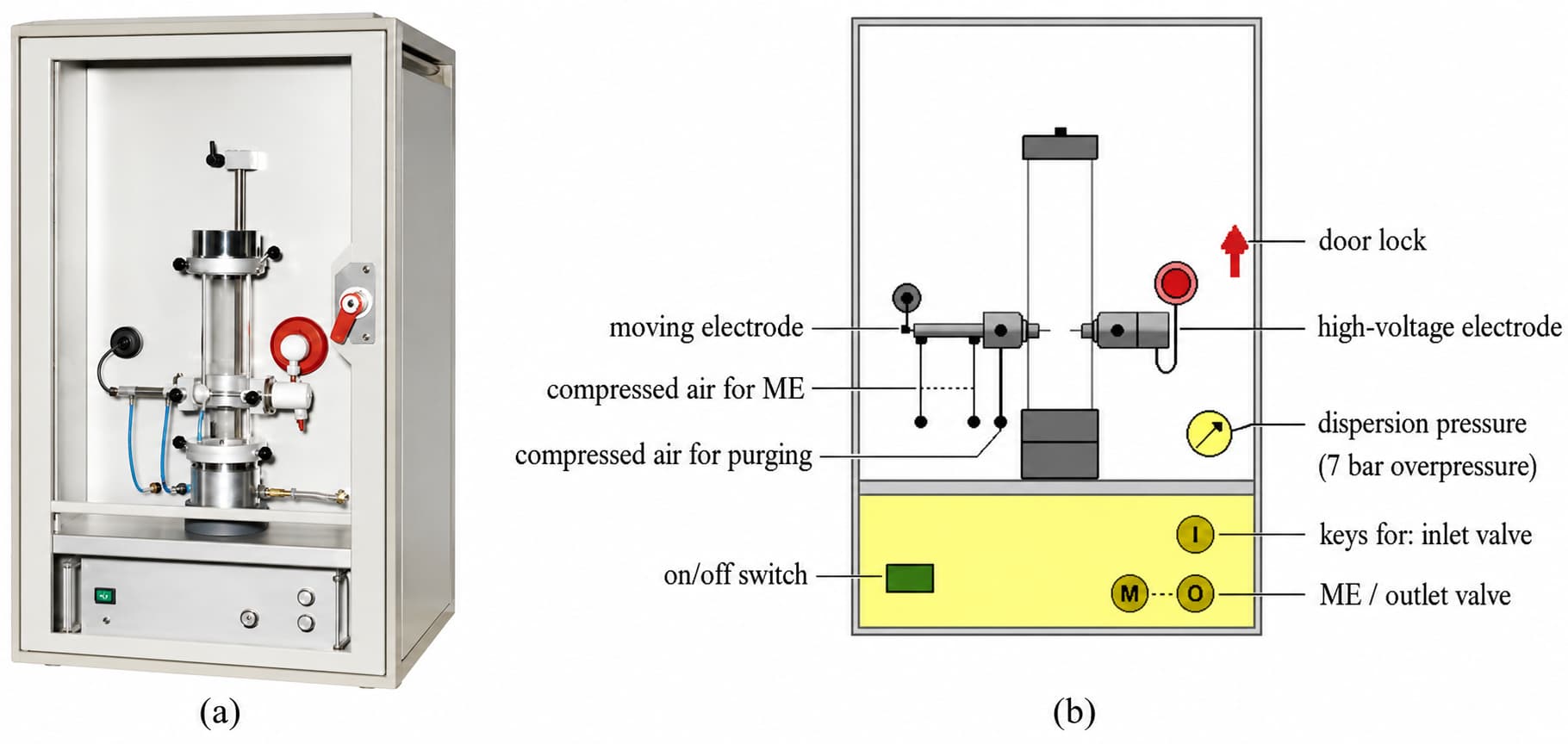
| MIKE 3 Apparatus | A more advanced device offering tighter control over dispersion parameters and spark energy delivery. Used for higher-precision measurement and for dusts that behave unusually in standard Hartmann apparatus. |
| Capacitive Circuit | Without inductance. Simulates electrostatic discharges: brush discharge, spark discharge, transitional/propagating brush discharges from personnel, FIBC bags, and ungrounded equipment. |
| Inductive Circuit | With inductance. Simulates mechanical sparks from friction, grinding, and impact, as well as electrical faults such as wire shorts, contact arcing, and motor failures. |
Why MIE Testing Matters for Your Facility
1. Electrostatic Hazard Control
MIE data tells you whether your dust can be ignited by electrostatic discharges from personnel, FIBC bags, pneumatic conveying lines, or ungrounded equipment. It defines whether standard anti-static measures — earthing, bonding, conductive footwear — are sufficient, or whether more stringent controls are required. Key operations at risk include: FIBC bag filling and emptying, sack tipping stations, pneumatic conveying systems, and powder transfer between differently-charged surfaces.
3. Basis of Safety Assessment
MIE is one of three core tests used when 'Avoidance of Ignition Sources' is adopted as the Basis of Safety. Combined with Minimum Ignition Temperature (MIT) and electrostatic property testing, it supports a complete ignition avoidance strategy. This approach is commonly used for:
1. Charging vessels from sacks, IBCs, or FIBC big bags
2.Pneumatic conveying operations
3.Milling, grinding, and tabletting processes
4.Spray drying and fluidised bed operations
5.Blending, mixing, and sieving powder
2. Equipment Design & ATEX Compliance
Plant and process equipment must be designed so it cannot generate sparks or discharges with energy equal to or exceeding the MIE of the dust present. MIE data enables engineers to correctly specify equipment categories and ignition risk classes under the ATEX Directive 2014/34/EU and IECEx standards. Without MIE data, equipment cannot be correctly selected for use in dust-explosive zones — either under-protecting the facility or causing unnecessary over-engineering.
4. Indian Regulatory & Insurance Compliance
The Indian Factories Act and PESO (Petroleum and Explosives Safety Organisation) regulations require employers to assess and control explosion risks where combustible dusts are handled. MIE testing data provides the defensible, standardised evidence required by regulatory auditors and industrial insurers as proof of due diligence.
Capacitive vs Inductive Spark Tests
| Capacitive Spark (Without Inductance) | Inductive Spark (With Inductance) |
|---|---|
Simulates Electrostatic DischargesRelevant to discharges from personnel, equipment surfaces, and FIBC bags where charge has accumulated through powder movement or friction. High-risk operations:
|
Simulates Mechanical & Electrical SparksRelevant to sparks generated by mechanical action or electrical faults — typically higher energy, longer-duration discharges than electrostatic events. High-risk operations:
|
Factors Affecting MIE
| Factor | Effect on MIE |
|---|---|
| Particle Size & Distribution | Finer particles have greater surface area per unit mass and ignite more easily, resulting in significantly lower MIE values. A reduction from 100 μm to 10 μm can reduce MIE by orders of magnitude. |
| Moisture Content | Higher moisture absorbs ignition energy and typically increases MIE. Even small changes in ambient humidity or drying conditions can alter a material from high-risk to manageable. Testing must reflect actual process moisture levels. |
| Dust Concentration | MIE is lowest at the optimum dust-air concentration (most easily ignitable mixture). Testing systematically varies concentration to identify this most sensitive point — this minimum value is the reported MIE. |
| Temperature | Elevated temperatures reduce MIE. Standard tests are conducted at room temperature (20°C). Processes operating at elevated temperatures may have lower actual MIE values — this must be considered in the hazard assessment. |
| Oxygen Concentration | Increased oxygen content reduces MIE. Reduced oxygen (inerting with nitrogen or CO₂) raises MIE — this is the basis of inerting as an explosion prevention strategy. LOC testing defines the safe oxygen threshold. |
| Turbulence | Higher turbulence during cloud formation generally reduces MIE. Test conditions are standardised to ensure reproducibility, but process-specific turbulence conditions should be considered in the overall risk assessment. |
Indicative MIE Reference Values
| Material / Dust | Typical MIE (mJ) | Sensitivity Level |
|---|---|---|
| Aluminium (fine powder) | < 1 mJ | EXTREME |
| Magnesium powder | < 1 mJ | EXTREME |
| Lycopodium | ~ 3 mJ | VERY HIGH |
| Sugar (fine) | ~ 10 mJ | HIGH |
| Wheat Flour | 50 – 100 mJ | MODERATE |
| Wood Dust | 20 – 100 mJ | MODERATE |
| Corn Starch | 30 – 100 mJ | MODERATE |
| Milk Powder | 75 – 150 mJ | MODERATE |
| Coal Dust | 40 – 1000 mJ | VARIABLE |
| PVC (fine) | 100 – 1000 mJ | LOWER |
MIE Testing — Common Questions
Testing without inductance (capacitive circuit) simulates electrostatic discharges — relevant to static build-up from personnel, FIBC bags, and powder movement. Testing with inductance (inductive circuit) simulates mechanical sparks from friction, grinding, or electrical arcing. Both ignition source types exist in most industrial environments, so both tests are typically required for a complete MIE assessment.
Possibly yes. MIE is highly sensitive to particle size and moisture content, both of which can change if your supplier, milling process, drying conditions, or raw material source changes. If any of these factors have changed since the last test, or if you cannot trace the test conditions to your current process material, retesting is recommended to ensure safety measures remain valid.
The Factories Act and PESO regulations require employers to assess and control explosion risks where combustible dusts are handled. While MIE testing is not explicitly named, it is a key parameter of a defensible Dust Hazard Analysis (DHA). Industrial insurers and facility audit standards increasingly require this data as evidence of due diligence. For facilities operating under or exporting to ATEX-regulated environments, MIE data is a formal requirement.
This is not recommended. Published data is typically derived from a specific particle size and moisture condition that may differ significantly from your process material. Particle size in particular can change MIE by orders of magnitude. Basing safety decisions on generic data could result in either under-protection (a safety risk) or over-engineering (unnecessary cost). Testing your actual representative sample is always the most reliable approach.
Operations with the highest electrostatic ignition risk include: charging vessels from sacks or FIBC big bags, pneumatic conveying, milling and size-reduction, tabletting and granulation, spray drying, fluidised bed drying, and powder blending. Any process that involves rapid powder movement, high-velocity air flow, or transfer of powder between surfaces with different charge characteristics requires MIE data to properly assess ignition risk.
MIE results directly inform: earthing and bonding specifications, FIBC type selection (Type B, C, or D), anti-static PPE requirements (gloves, shoes, garments), ATEX equipment category selection, and the need for additional measures such as inerting or explosion suppression systems where electrostatic risk cannot be adequately controlled.